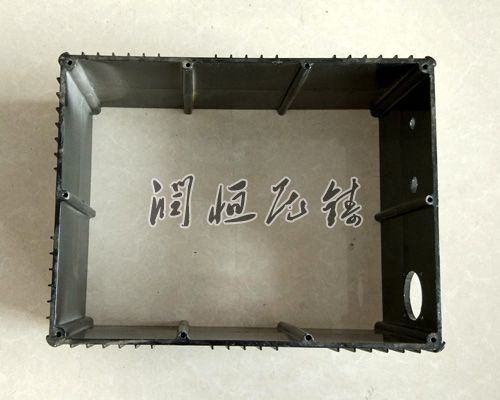
虽然我们在生活中很少听到铸铝件,但它在汽车,航天,航空,机械等行业都有着广泛的运用,尤其是汽车行业,这种材料的运用真的是特别的常见。铸铝件是以熔融状态的铝,浇注进模具内,经冷却形成所需要形状铝件的一种工艺方法。铸铝所得到的铸件,称为铸铝件。铸铝件在铸造形成过程中,容易产生内部疏松、缩孔、气孔等缺陷,这些含有缺陷的铸件在经过机加工后,表
铸铝件 的压铸过程中需要考虑很多方面的问题,因此需要 铸铝件 厂家 综合考虑,例如,在浇注系统中加入一定数量的金属液后,金属液能够保持稳定的状态流动,这样**不会发生分离
压铸合金是铸铝件压铸出产的要素之一,要出产优良的铸铝件,除了要有合理的零件构造、设计完善的压铸模和工艺功能优越的压铸机外,还需要有功能良好的合金。 选用压铸合金时,应充分考虑其使用功能、工艺功能、使用场合、出产条件和经济性等多种要素。
1、使金属液充型路径减少曲折,避免过多迂回,避免卷气、散失热量、压力损耗。
铸铝件加工镀银需要注意的制作工艺: (1)预镀铝时,零件连挂具一起要经常摇动一下,以镀层颜色的均匀一致,防止镀银时产生花斑现象影响镀层外观质量; (2)镀银时,带电下槽,采用冲击电流密度在摇动工件的前提下电镀5min,然后再转为正常电流密度; (3)镀银后的钝化处理要加强清洗,在流动清水中冲10~20min,再用热水洗,马上干燥,烘箱温度可控制100~150℃,时间
铸铝件加工时铸铝件部分形状歪斜或发生变动使铸件的壁厚发生差异 (厚差),这种差异一般称为错箱、错边、偏芯。
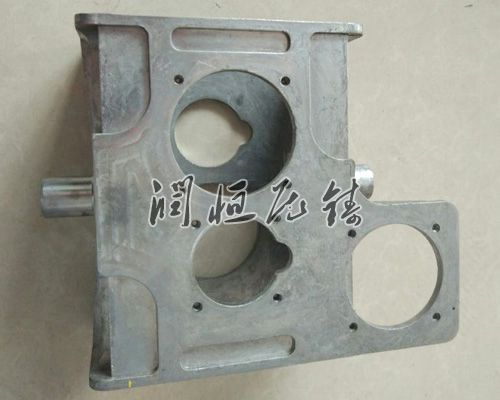
铝合金压铸件铝合金压铸件具有优良的铸造性能。根据应用目的、零件形状、规格精度、数量、产品质量标准、力学性能等等级标准和经济效益,确定合适的合金和铸造方法。铝合金压铸件适用于铸造非发动机零件,如发动机缸体、离合器壳、后桥壳、转向轴壳、变速器、气门机构、高压油泵、水泵、摇臂盖、车轮、发动机架、制动卡钳、液压缸和制动盘。
铸铝件不仅可以模腔表面的加工质量,还可以防止模具工作时因应力集中而开裂。模具精加工时,应对模腔表面进行抛光和研磨,使模腔表面粗糙度值控制在0.8μm以下。铸铝件预热要求:铝制铸件在风叶槽电火花穿孔制造时,将周围的尖角修圆至d1.5mm~2mm,电加工后模腔无尖角过渡,避免模尖角开裂失效。铸铝模的正确规范使用和辅助维护管理将延长其使用寿命。