铸铝件在运用中的冷却,在连续生产中,其铸铝模温度往往升高,温度过高除使液态金属产生勃型外,又使铸件冷却缓慢,造成晶粒粗大,铸铝件质量下降因此,在铸铝模温度过高时,应采取冷却降温措施一般选用压缩空气或水进行冷却铸铝模般规划有冷却系统,以确定模具的热平衡严禁用冷水激冷模具,避免模具快冷却缩短产生裂纹,使模具过早失效,寿数缩短当然,在模具
铸铝件的重量和尺寸范围都很宽,重量较轻的只有几克,较重的可达到400吨,壁厚较薄的只有0.5毫米,较厚可超过1米,长度可由几毫米到十几米,可达到不同工业部门的使用要求。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度,表面的细微裂纹可用着色法,磁粉法检查。对铸铝件的内部质量,可用音频,涡流,X射线和γ射线等方法来检查和判断。铸铝件质量
铸铝件的成本还行、工艺性不错、重熔节省资源和能源,应用和发展不衰。铸铝件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本还行、生产工艺简单、生产周期短。铸铝件是以铝或铝合金锭按标准的成份比例配制后,经过人工加热将其变成铝合金液体或熔融状态后再通过的模具或相应工艺将铝液或熔融状态的铝合金浇注进型腔,经冷却形成所需要形状铸铝件的一
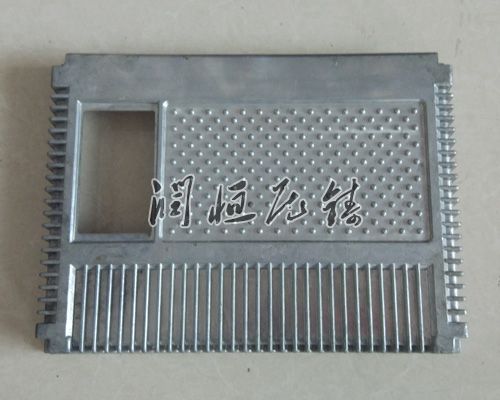
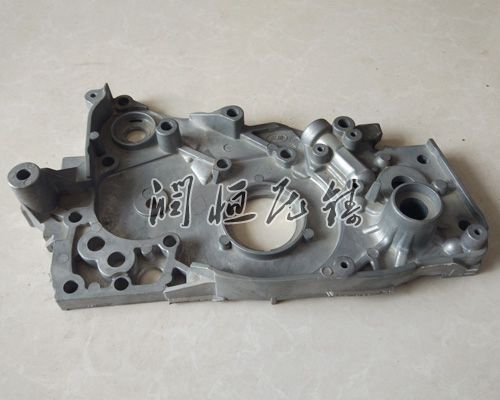
铸铝件可以被制造为压铸汽车配件、压铸汽车发动机管件、压铸空调配件、压铸汽油机气缸缸盖、压铸气门摇臂、压铸气门支座、铸电力配件、压铸电机端盖、压铸壳体、压铸泵壳体、压铸建筑配件、压铸装饰配件、压铸护栏配件、压铸轮等等零件,随着国内制造装备业发展水平的不断提升,压铸机的装备水平也明显提升,可以制造的零件种类也在不断扩大,压铸出来的零件的精
对于金属加工业来说,铸铝件是压铸生产的条件,铸铝件可以压做出形状复杂的铸件,结构正确正确的铸铝件能在压铸生产中起决定性作用,可是在实际的生产作业中,铸铝件常常会发生失效等问题,怎么才能好地延长铸铝件的使用寿命呢?
铸铝件由于压铸方法固有的充型造成的喷射以及金属模具冷却和高的生产速率对模具的损害,使铸铝件不可避免的产生很多缺陷,一些缺陷是与压铸方法与之俱来的,一些则是可以避免的,一些缺陷不会影响铸铝件的性能,所以不会造成铸件废品,而另外一些缺陷则可能会影响铸件的性能而成为废品。
成形:按常规程序进行生产的铸铝件一般不会变形,形状复杂和薄壁的铸件可能因顶出时受力不均匀或持压时间掌握不当,及搬运过程中碰撞引起的,或是由于铸件本身结构限制,因有残余应力而引起变形(如平面大的铸件压铸后翘曲)。在一般情况下,变形后允许用手工或机械方式进行校正。
复杂铸铝件如摩托车、汽车用的汽缸盖、汽缸、曲轴箱、轮毅等采用低压铸造方法进行批量生产,不仅节约金属材料和能源,设备和模具制造容易,而且铸件质量高,内部组织致密。低铸铝件的凝固是由上向下进行的,远离浇口的部位先凝固,然后逐渐向浇口推移,浇口然后凝固。这样铸件可以通过浇口下部升液管内炽热金属液的补缩,从而获得组织致密、无缩孔、疏松的不怕铸