铝是活泼金属,在的温度和湿度下给常容易氧化变黑,因此在铝合金压铸时,如后工序处理不当,容易导致铸铝件变黑。根据铸铝件的特性,针对铸铝件发黑的多种原因采取措施加以防范: 1、工艺控制:如果压铸时压力不够,工件致密度就会降低并形成毛细孔,毛细孔吸水被氧化后易出现发黑现象,因此会控制压铸的速度和力度加以防预。
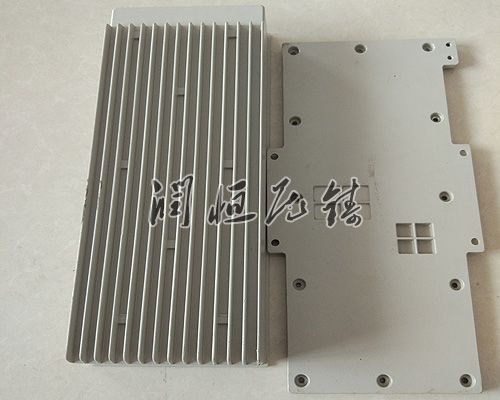
合金铸铝件质量包括外观质量、内在质量和使用质量,外观质量是指铸件表面的粗糙度、表面质量、尺寸公差、形位公差和质量偏差等;内在质量是指铸件的化学成分、物理和力学性能、金相组织以及在铸件内部存在的孔涮、夹杂物和裂纹等;使用质量是指铸件能达到各种使用要求和工作性能,如、不怕蚀性、和切削性、焊接性等。
压铸件中的硬质点类型根据其来源无非是原材料带进的夹杂物,熔炼不当产生的氧化物、混入的夹杂物,熔体净化处理不优良下来的夹杂物及生产掌控不当造成的炉底沉积物等。因此,控制原材料进厂、优良熔炼工艺及现场管理等手段可解决硬质点问题。
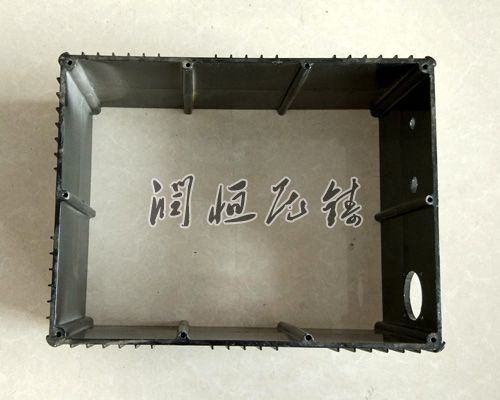
铸铝件的应用铝材料和铝合金具有良好的流动性和可塑性,因此可以做出各种形状复杂、难度大的铸铝件,用铝合金和金属铝铸造的铸件具有较不错的精度和表面光洁度,这在很大程度上减少了铸件的机械加工量、降低了劳动强度、同时节约了电力、金属材料。因其具有较不错的内在质量和外在质量,铸铝件被普遍应用于汽车制造、内燃机生产、摩托车制造、电动机制造、传动
铸造是一种将金属熔炼成符合要求的液体并将金属浇注到铸造模具中的工艺,经清洗和加工后冷却凝固,具有预定的形状、尺寸和性能。铸造是现代机械制造业的基本工艺之一。铸铝件属于铸造工艺产品,铸造是人类掌握较早的一种金属热加工技术,已有6000的历史。
铸铝件表面不能出现明显的凹陷,眼睛看过去要求挫痕均匀、一致。不管是否经锉加工,表面角度都不能超过10°。铸铝件成型后,遇到变形情况应调整,调整后的铸件表面不能有明显击打痕迹,调整部分的平面度在02㎜左右。铸铝件在生产过程中,会遇到许多质量问题,也即是作为铸铝件常见质量缺陷,其中欠铸即是缺陷之一,铸铝件成形过程中,某些部位填充不完整,称为欠
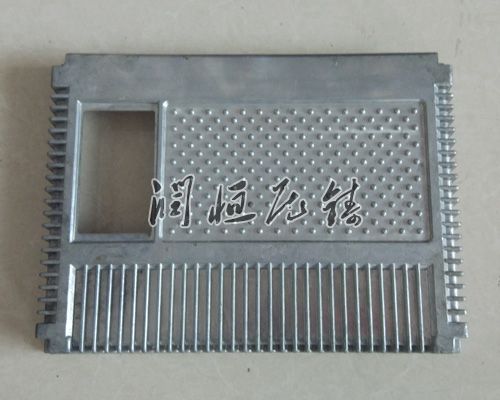
铸铝件在运用前需求预热铸铝模在运用前要预热到定温度,预热能够延长模具运用寿数般预热多用电器或感应加热,预热温度控制在250℃~300℃,保温0.5h左右即可运用禁止运用熔融金属(铝水)直接预热模具,因为冷态模具直接与灼热的液态金属相接触,势必遭到热冲击效果,然后产生热腐蚀,加速热疲劳引起的龟裂和脱落。在风叶槽电火花穿孔电制造的时候,会将电周边尖棱
铸铝件的变形是由铸造应力引起的铸件外形和尺寸与图样不符。其原因简单说来是因上下厚薄相差大,冷却时所造成的温差也很大;薄的冷却很快,收缩也较厚的先快,造成铸铝件假想线所示的弯曲。当梁在冷却过程中还要发生相变时,如相变应力与热应力的方向一致,则梁弯曲得愈厉害,如方向相反,梁的弯曲变得小些,当相变应力大于热应力时,则会造成与上述方向相反的