
电机压铸件具有 、节能、噪声低、振动小、重量轻、性能、安装维修方便等优点。
电机压铸件采用开放式浇注系统,直浇道采用现有80mm直径陶管,钢液经内浇道从冒口处注人型腔,内浇道尺寸为40 mmx40mm,4个内浇道均布,铸件同一高度温度的均匀性。
电机压铸件产品优点:
1.性能优良,节能省电,结构,通用性强。
2.第三方检验,。
3.根据需要可采用铸铝机壳或铸铁机壳。
电机压铸件为筒体结构,筒身外径844mm,铸件高648mm,直筒部分高346mm;直筒部分壁厚30mm,中间环带一圈壁厚33 mm,上部主要壁厚23mm。铸件重量:560kg,铸件上部内腔较复杂,局部凸起较多;铸件外部的搭子(凸台)也较多;因此铸件“T"形和“L"形热节较多,铸件补缩较困难。平造平浇,造型操作相对简单,但铸件的补缩很困难,尤其是结构复杂的上部内腔凸起的部位基本上没有什么措施解决补缩问题。

 吉林散热器加工 压铸铝散热器根据其对水质...
吉林散热器加工 压铸铝散热器根据其对水质...  吉林摩托车配件压铸件 摩托车配件压铸件是一种压...
吉林摩托车配件压铸件 摩托车配件压铸件是一种压...  吉林机械配件产品 机械配件产品作为轴承需要...
吉林机械配件产品 机械配件产品作为轴承需要... 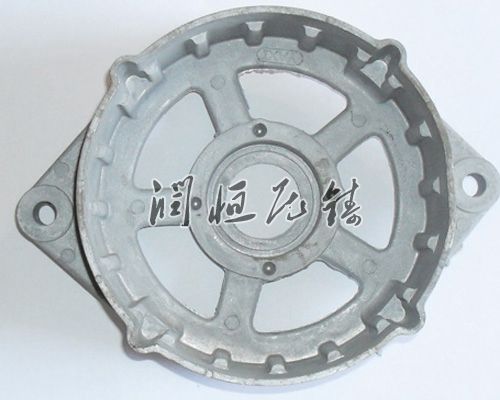 吉林压铸电机壳体 压铸电机壳体由于传统的压铸...
吉林压铸电机壳体 压铸电机壳体由于传统的压铸...