针孔一直是压铸铝件中难以解决的一个老大难问题。虽然针孔问题并不是树脂砂铸造所特有的缺陷,但它却严重影响着压铸铝件的质量及其产量的提升。控制针孔的措施主要有:
压铸铝件压铸过程就是一个过程,压铸铝件的质量形成在压铸过程中不能得以实际控制,所有的工艺参数只是外部控制的间接测量而已,压铸铝件的真实质量只能由事后检验来验证;而此时,压铸铝件的质量已经形成,检验结果对压铸铝件的质量不能任意改变。
在压铸铝件表面和内部产生的大小不同、形状各异的孔洞缺陷的总称。包括气孔、缩孔、缩松等。
压铸铝件铸造的质量要求: 1、铸造温度:良好的压铸铝件铸造温度,会使液体金属保持良好的流动性,从而减少组织应力,防止产生裂纹。一般铸造温度应根据材料种类和铸锭规格来进行确定。如果温度不适当,那么会增加内应力,使得铸件产生裂纹或者开裂。温度过低,也是不好的,因为这样会使铸锭表面产生冷隔、夹渣等缺陷,甚至裂纹,严重的,则会使铸造无法继续进
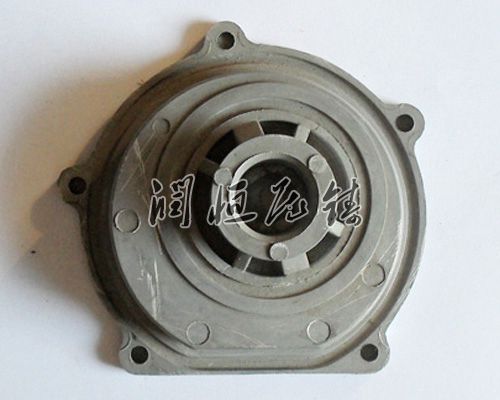
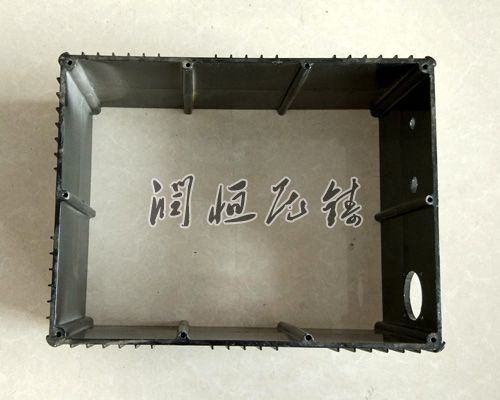
压铸铝件其结构较为复杂,有多个孔和凹槽,生产难度大。该阀体在现有的工艺条件下生产,出现了较为严重的缩气孔,气密性试验不合格,铸件质量不过关等现象。以该阀体为例,就如何减少铸件缺陷和提升产品合格率为出发点,开展了压铸铝件剖析、数值模拟及试验应用等方面的研讨,主要工作和结论如下:
压铝铸件是 经过多次的试验证明,铝制品具有很好的,而且对于风压以及风化等抵抗能力都是很惊人的。因此如果使用压铝铸件的话,我们就加了。同时压铝铸件的重量比较轻,能够减少对人们的负担,也减少了危险。
清洗设备与条件 A、溶剂类清洗只需要1至4个浸泡槽; B、水基类清洗较标准设备需要1台超声波清洗机或喷淋机,2-3个漂洗槽,1个烘干装置。非高精密清洗也可用浸泡或人工清洗。
铸铝件厂家根据使用SEM,XRD、电势-时间曲线图、膜重转变等方式详尽研究分析了硫化促进剂、氯化物、Mn2+,Ni2+,Zn2+,PO4;和Fe2+等对压铸件磷化处理操作过程的不良影响。