铝铸件在使用中的冷却,在连续生产中,其铸铝模温度往往升高,温度过高除使液态金属产生勃型外,又使铸件冷却缓慢,造成晶粒粗大,铝铸件质量下降因此,在铸铝模温度过高时,应采取冷却降温措施通常采用压缩空气或水进行冷却铸铝模般设计有冷却系统,以模具的热平衡严禁用冷水激冷模具,避免模具冷却收缩产生裂纹,使模具过早失效,寿命缩短当然,在模具使用中适当喷刷涂料,既可防止黏模又可起到定的冷却作用,对提升模具寿命有益。
铝铸件在使用后其维护管理,其铸铝模使用后,在程度上应及时的对模具型腔进行清理,的去掉残铝,在冷却后应该进行防锈处理,并入库平放,归口管理,以备再用。铸铝模具是电机制造中的重要工装,它在电机制造成本中占有大的比例。实践证明:使用模具新材料、正确锻造、正确进行热处理是提升铸铝模使用寿命的关键环节;同时,把握好模具设计、制造、使用及维护管理等各相关环节,铸铝模使用寿命可延长,电机制造成本相应降低。
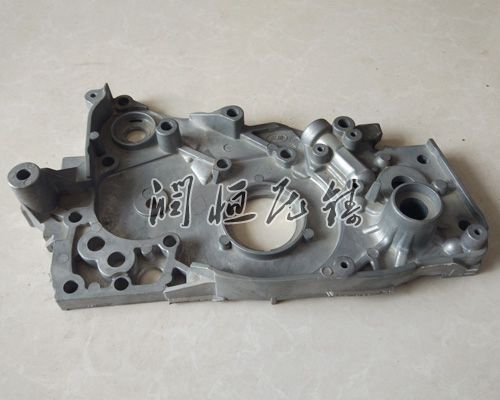
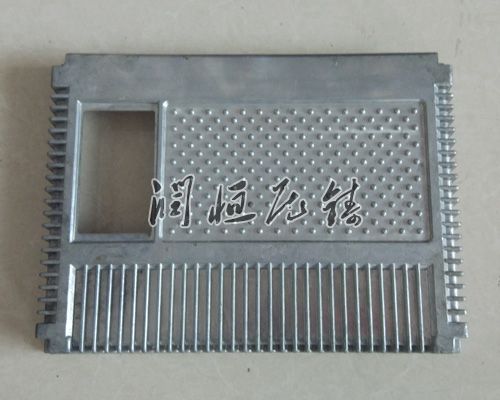
铝铸件结构需达到的要求:
1、通常不能做深孔!在开模具时只做点孔,然后再后加工;
2、在布局上尽量的避免呈现导致模具布局复杂的布局呈现,如,不可以不使用多个抽心或螺旋抽心等;
3、再有就是注意选料了,是用ADC12还是A380等,要看具体的要求;
4、铝合金没有弹性,要做扣位只要和塑料配合;
5、设计时考虑到模具设计的问题,如果有多个方位的抽心位,尽量的放两头,较佳不要放在下位抽心,这样时刻长了下抽心会容易出问题;
6、如果是薄壁零件则不能太薄,而且相应要用增加肋,增加抗弯能力!由于铝铸件的温度要在800摄氏度左右!模具寿命通常比较短,通常做如电机外壳的话只要80K左右就会损坏了!
7、有些压铸件外观能够会有特别的要求,如喷油、喷粉等,这时就要时布局避开重要外观方位便于设置浇口溢流槽;
8、考虑壁厚的问题,厚度的差距过大会给填充带来影响;
9、考虑脱模的问题,这点在铝压铸实践中重要,现实中往往会呈现这样的问题。这比注塑脱模难处理多了,所以拔模斜度的设置和动定模脱模力的计算要特别注意,通常拔模斜度为1~3度,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模也就1度,而内拔模要2~3度左右;
10、对于需进行表面加工的零件,注意,需要在零件设计时给适合的加工留量,不能太多,不然会把里面的气孔都暴露出来的,也不能太少,不然粗精定位一加工,黑皮还没处理掉,你就等再在模具上打火花了,那给多少呢,留量佳不要大于0.8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护。
铝铸件固溶处理的效果主要取决于下列三个因素:
1、保温时间。保温时间是由元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。铝铸件的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25%。
2、固溶处理温度。温度越高,元素溶解速度越快,效果越好。一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使组元尽可能多地溶入固溶体中。为了获得好的固溶效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到高的温度进行保温和淬火。固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
3、冷却速度。淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。冷却速度可以通过选用具有不同的热容量、导热性、蒸发潜热和粘滞性的冷却介质来改变,为了小的内应力,铸件可以在热介质(沸水、热油或熔盐)中冷却。